
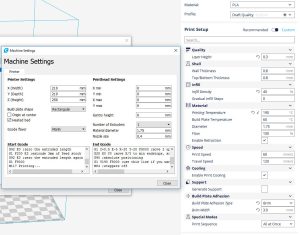
Als Anfänger muss man sich oft die Einstellungen für den Slicer der Wahl zusammensuchen. Und wenn man den PC wechselt, sucht man wieder, deshalb hier für mich funktionierende Einstellungen und GCodes:
Der Start GCode:
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F9000 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E3 ;extrude 3mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
M117 Printing...
Der End GCode:
M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F9000 ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
G90 ;absolute positioning
G1 Y190 F9000 ;use this line if you want the bed to move to the front. delete if not.
M84 ;steppers off
– – – – – Auto-Levelling – – – – –
Wenn ihr einen Autolevelsensor betreibt, dann sieht der Startcode so aus (mit kapazitiven Sensor – wenn er ungenau misst – solltet ihr die orangenen Zeilen auch einfügen und die gewünschte Temperatur einstellen. Hintergrund ist, dass kapazitive Sensoren auch auf das vom eingeschalteten Heizbett verursachten Magnetfeld reagieren. Genauere Infos gibt es hier.)
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
M140 S0 ;Heizbett aus
G28 ; Auto Home All AXIS
G29 ; Auto Bed Levelling
M140 S60 ; Heizbett wieder an – auf 60°
G92 E0 ;zero the extruded length
G1 F200 E8 ;extrude 8mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
M117 Printing…


Extrem hilfreich. So gut hat das Ding noch nie gedruckt. DANKE 🙂
LikeGefällt 1 Person
Habs nochmal verfeinert mit 0,2mm Layerhight. Ein Versuch mit weniger Infill ergab bei größeren runden Objekten (z.B. Baymax) zwar weniger Materialverbrauch und schnelleren Druck, aber unter den runden Oberflächen zeichnet sich dann das Infill ab. Hier empfehle ich eine stärke Wanddicke oder halt doch mehr Infill 🙂
LikeGefällt 1 Person
Freut mich, wenn ich helfen konnte.
Warum da die 0.3 drinstehen weiß ich nicht mehr. Mittlerweile drucke ich mit 0.3 nur noch, wenn es schnell gehen muss oder der Druck dann nur zum Testen dient.
Die aktuellen Druckeinstellen mit verschiedenen Filamenten habe ich mittlerweile hier verzeichnet https://quackerlatuet.wordpress.com/2018/03/14/drucke-4/ (als ich diesen Beitrag schrieb hatte ich nur ein Filament… 🙂 )
LikeGefällt 1 Person
Hallo,
Danke für den Post! Das hilft sicher vielen für den Einstieg. Interessant wäre noch was du für Einstellungen bei Retraction hast. Also Einzugsgeschwindigkeit und Einzugslänge.
LikeLike
Ich hatte lange 2.5mm bei 25mm/s, mittlerweile auch je nach Filament bin ich eher bei 5.5mm bei 50mm/s. Aber ich muss gestehen, das habe ich nie bis zur Perfektion ausgetüftelt, da bei mir die Drucke eher schnell als schön fertig werden müssen.
Edit: Schön, wenn man alles dokumentiert. Meine aktuelle Einstellung ist 2.7 bei 70mm/s. Mit den anderen Werten hatte ich wohl nur experimentiert und die sind mir im Kopf geblieben… (Die Verwirrung kommt, weil ich momentan mit einem Ender 3 Pro drucke, weil ich am A6 gerade ein RAMPS 1.4 reinbastel und Marlin noch nicht so ganz will, wie ich.)
LikeLike
Works fine, thanks for posting this.
LikeLike